
 2026-04-21
2026-04-21 精密モーター シャフトは電気モーターの中心回転部品であり、モーターのローターから駆動負荷にトルクを伝達する円筒形のロッドです。この説明は簡単に聞こえますが、「精度」という言葉は工学的に非常に重要な意味を持ちます。精密モーターシャフトは、単に鋼棒を回転させたものではありません。これは、慎重に寸法決めされ、表面仕上げされ、公差が管理されたコンポーネントであり、その幾何学的精度が、モーターの性能、寿命、駆動するシステムが確実に動作するかどうかに直接影響します。
低精度のアプリケーションでは、シャフトの不正確さはフレキシブルカップリングによってマスクされるか、準拠した取り付けシステムによって吸収されます。しかし、高速モーター、サーボドライブ、医療機器、航空宇宙アクチュエーター、精密機器では、シャフト直径、振れ、または表面仕上げのミクロンレベルの偏差さえも、振動、ベアリングの摩耗、電力損失、騒音、早期故障に直接影響します。通常のモーター シャフトと精密モーター シャフトの間のギャップは、図面上の数値が厳密であるというだけではなく、根本的に異なる製造プロセス、計測手法、および材料選択基準を反映しています。
この記事では、材料の選択や製造方法から公差基準、表面処理、故障解析に至るまで、エンジニア、調達スペシャリスト、製品設計者が精密モーター シャフトについて理解する必要があるすべての内容を取り上げます。
素材選びが基本です 精密モーターシャフト パフォーマンス。選択される材料は、複数の競合する要件を同時に満たさなければなりません。降伏することなく定格トルクを伝達するのに十分な強度、ベアリングとカップリングの界面での表面摩耗に耐える適切な硬度、厳しい公差を経済的に達成できる機械加工性、そして多くの場合、腐食、極端な温度、または磁気干渉に対する耐性です。
AISI 1045 などの中炭素鋼や、AISI 4140 や 4340 などの低合金鋼は、精密モーター シャフト製造の主力製品です。 AISI 1045 は、焼きならし状態または焼き入れ焼き戻し状態で強度、靱性、被削性のバランスが優れているため、中出力範囲の汎用産業用モーター シャフトに適しています。 AISI 4140 (クロム モリブデン合金鋼) は、大幅に高い引張強度、優れた耐疲労性、改善された焼入れ性を備えているため、要求の厳しい産業用ドライブで曲げとねじりの複合荷重を受けるシャフトに最適です。 AISI 4340 は強度の階段をさらに上に上げており、航空宇宙モーター シャフトやハイサイクル サーボ アプリケーションなど、高い表面硬度とともに最大のコア靱性が必要とされる場所に使用されます。
食品加工装置、船舶用モーター、医療機器、化学薬品処理システムなど、耐食性が主な要件である場合には、ステンレス鋼モーターシャフトが標準ソリューションです。グレード 303 ステンレス鋼は、優れた機械加工性を備えていますが、他のグレードに比べて強度と耐食性が低くなります。グレード 316 は、塩化物環境で優れた耐食性を提供し、海洋および化学用途によく指定されています。 17-4 PH (析出硬化) などのマルテンサイト系ステンレス鋼は、高強度と良好な耐食性を兼ね備えており、厳しい表面硬度要件に合わせて硬化できるため、腐食環境における高性能精密シャフトの優れた選択肢となります。
チタン合金、特に Ti-6Al-4V は、軽量化が重要な設計要因である航空宇宙、防衛、および高性能モータースポーツ用途における精密モーター シャフト用に指定されています。チタンの強度対重量比は非常に優れており、その自然な耐食性により、ほとんどの環境で表面コーティングの必要がありません。チタンは熱伝導率が低く加工硬化する傾向があるため、慎重な工具の選択、控えめな切削パラメータ、および加工中の豊富なクーラントの適用が必要となるため、そのトレードオフとして、材料コストが大幅に高くなり、より厳しい加工要件が求められます。
MRI 装置、磁気エンコーダ、または精密科学機器で使用されるモーターでは、電磁システムとの干渉を防ぐために、シャフトの材料の透磁率を最小限に抑える必要があります。オーステナイト系ステンレス鋼 (316L など)、特定のアルミニウム合金、チタン合金はすべて、これらの特殊な精密モーター シャフトの用途に使用される非磁性オプションです。これらの分野では、慎重な材料認証と浸透性試験が標準的な慣行となっています。
公差仕様は、精密モーターシャフトと商品の旋削部品を分けるものです。モーターシャフトは、ベアリング、カップリング、ギア、プーリー、シール、ローター積層などの複数の嵌合コンポーネントと相互作用し、それぞれがシャフトに独自の寸法および幾何学的な要件を課します。これらすべてを同時に、シャフト全長にわたってミクロンレベルの精度で満たすことが、精密シャフト製造の中心的な課題です。
ベアリング シートは、精密モーター シャフトにおいて最も公差が重要なゾーンです。転動体ベアリングでは、負荷がかかったときの内輪のクリープを防ぐためにシャフトにしまりばめが必要ですが、しめしろが多すぎると、組み立て中に内輪に亀裂が入ったり、過剰な予圧が発生してベアリングの寿命が短くなったりする危険があります。 k5、m5、n5 (軽い干渉から重い干渉まで) などの ISO 公差システムの適合がベアリング ジャーナル直径の標準であり、実際の直径公差は通常、シャフト直径とベアリングのタイプに応じて ±2.5 ~ ±8 マイクロメートルの範囲になります。生産においてこれらの公差を一貫して達成するには、単独で旋削するのではなく、円筒研削が必要です。
総図示振れ (TIR)、つまり真の回転軸に対するシャフト表面位置の総変動量は、おそらく精密モーター シャフトにおける最も重要な幾何学的パラメーターです。ローター取り付けゾーンの振れは電磁気の不均衡を引き起こします。カップリング界面の振れは振動やカップリングの摩耗を引き起こします。ベアリングジャーナルの振れは動的荷重を引き起こし、ベアリングの寿命を急激に短縮させます。 3,000 RPM を超える高速モーターの場合、ベアリング ジャーナルでのシャフトの振れは通常、5 マイクロメートル以上の TIR と指定されます。高精度のサーボ モーターやスピンドル モーターの場合、1 ~ 2 マイクロメートルの振れ仕様は珍しいことではありません。
真っ直ぐではないシャフトは、バランスがどれほど良くても、回転周波数で振動します。精密モーターシャフトの真直度公差(シャフト全長にわたる完全な直線からの最大偏差として表されます)は、通常、産業用モーターの場合はシャフト長さ 300mm あたり 0.01 ~ 0.05mm、高精度のサーボおよびスピンドルの用途では 0.005mm 以上と規定されています。円筒度 (円筒面の真円度、真直度、およびテーパの組み合わせ) は、真円でない状態によって 1 回転あたりのローラー要素の数に比例する周波数で振動が発生するベアリング ジャーナル ゾーンでも同様に重要です。
ベアリング ジャーナルの表面粗さは Ra (算術平均粗さ) 値で指定され、通常、標準的な産業用モーター シャフトの場合は Ra 0.4 ~ Ra 0.8 μm、高精度サーボ モーターおよび高速スピンドル モーターの場合は Ra 0.1 ~ Ra 0.4 μm です。シール接触ゾーンでは、表面粗さを狭い範囲内にする必要があります。粗すぎるとシールリップの摩耗が早まります。滑らかすぎると潤滑膜が破壊されます。ほとんどのシールメーカーは、シール接触面の特定の撚り方向 (軸方向ではなく円周方向) で Ra 0.2 ~ Ra 0.8 μm の表面仕上げを指定しています。
上記の公差を達成するには、各作業が最後に行われ、ワークピースの熱的および機械的状態が全体にわたって管理される、注意深く順序付けられた製造プロセスが必要です。一般的な精密モーター シャフトの製造シーケンスには、それぞれ特定の目的を持つ複数の段階が含まれます。
精密モーターシャフトの製造は、検証された棒材または鍛造から始まります。化学組成、機械的特性、および超音波検査結果を確認する材料認証は、航空宇宙および医療用途では標準です。 CNC 旋盤での最初の旋削操作では、余分な材料の大部分が除去され、主要な直径ゾーンが確立され、両端に中心穴が機械加工されます。これらの中心穴は後続のすべての研削作業の基準基準となるため、それ自体を正確に位置決めして形成する必要があります。中心穴が損傷したり偏心したりすると、下流のすべてのプロセスに幾何学的誤差が広がります。
ベアリングジャーナルまたはキー溝ゾーンの表面硬度が必要なシャフト(精密モーターシャフトの大部分)の場合、粗旋削の後に熱処理が行われます。完全硬化(焼き入れと焼き戻し)により、コアの強度と靭性が向上します。浸炭、浸炭窒化、高周波焼入れなどの肌硬化プロセスにより、強靭なコア上に硬い表面層 (通常 58 ~ 62 HRC) が形成され、シャフト全体を脆化させることなく重要な界面で優れた耐摩耗性と疲労寿命を実現します。高周波焼き入れは、歪みを最小限に抑えて特定の直径ゾーンに選択的に適用できるため、精密モーターシャフトで特に一般的です。ただし、熱処理によりシャフトにある程度の歪みが生じ、その後の研削代で考慮する必要があります。
円筒研削(センター間研削とセンタレス研削の両方)は、精密モーターシャフトの最終的な直径公差、表面仕上げ、幾何学的精度を達成する作業です。中心間研削では、シャフトが基準中心の穴で支持され、砥石車に対して回転します。これは、すべての直径が共通の基準から研削されるため、最も厳密な振れと同心度の仕様を達成するために推奨されます。研削プロセスでは、慎重に制御されたパスでわずか 0.05 ~ 0.3 mm の材料が除去されます。砥石のドレッシング、工程内測定、およびクーラント管理はすべて、生産バッチ全体で一貫した結果の達成に貢献します。
研削によって一次直径が確立された後、フライス加工、ブローチ加工、またはホブ加工操作を使用して、二次フィーチャ (キー溝、十字穴、ねじ端穴、スプライン、平面) が機械加工されます。順序は重要です。研削後にカットされたフィーチャは、再研削を必要とする熱的および機械的歪みの導入を回避しますが、研削済みの直径に対して正確に位置決めする必要があります。シャフトの中心線に対するキー溝の位置公差は、通常、キーとカップリングの適切な位置合わせを確保するために、高精度モーター シャフトでは ±0.05 mm 以内に制御されます。
ほとんどの精密用途では、精密モーター シャフトは出荷前に図面仕様に照らして 100% 検査されます。検査方法には、直径公差のベンチマイクロメーターとエアゲージ測定、幾何公差とフィーチャー位置のCMM(三次元測定機)測定、Vブロックとダイヤルインジケーターの振れチェック、Ra値の表面形状計測定が含まれます。航空宇宙および医療用シャフトの場合、トレーサビリティ記録には、合格/不合格の結果だけでなく、実際の測定値を含む完全な寸法レポートが必要です。

ベース素材や機械加工された形状を超えて、精密モーターシャフトに表面処理を施すことで、特定の動作環境におけるパフォーマンスを大幅に向上させることができます。適切な表面処理により、シャフトの寿命が延び、摩擦が軽減され、腐食が防止され、場合によっては、シャフトが母材だけでは達成できない仕様を満たすことが可能になります。
| 治療 | プロセス | 主な利点 | 代表的な用途 |
| 硬質クロムメッキ | クロムの電着 | 高い表面硬度、耐摩耗性、耐腐食性 | 油圧モーター、マリンドライブ |
| 無電解ニッケル | ニッケルの化学蒸着 | 均一なコーティング、耐食性、適度な硬度 | 食品加工、化学モーター |
| 四三酸化鉄皮膜 | 化成処理塗装 | 軽度の耐食性、光の反射を軽減します | 一般産業用モーター |
| 軟窒化(フェライト系) | NとCの表面への拡散 | 硬質化合物層、耐疲労性、耐摩耗性 | ハイサイクルサーボおよびトラクションモーター |
| DLCコーティング | ダイヤモンドライクカーボンPVD/CVD | 非常に高い硬度、非常に低い摩擦係数 | 航空宇宙用、高速精密スピンドル |
| リン酸塩処理 | 化学的リン酸塩変換 | 塗料の密着性を向上させ、軽度の腐食から保護します。 | 汎用、ストレージ保護 |
精密モーターシャフトの表面コーティングで重要な考慮事項の 1 つは、寸法への影響です。硬質クロムめっきと無電解ニッケルにより、シャフト表面に測定可能な厚さが追加されます (通常、片面あたり 0.005 ~ 0.05 mm)。この厚さは、コーティング前にシャフトのアンダーサイズを研削し、コーティング後に最終寸法まで研削またはラッピングすることで考慮する必要があります。軟窒化やフェライト系軟窒化などの拡散処理では、寸法変化が最小限(通常 0.002 mm 未満)であるため、通常は処理後の研削は必要ありません。
精密モーターシャフトは単純な均一な円筒ではありません。これらには、特定の機能目的に役立つさまざまな設計機能が組み込まれており、その形状は製造中に慎重に制御する必要があります。
ベアリング ジャーナルは、転動体またはすべり軸受が取り付けられるシャフト ゾーンです。これらは、正確な直径公差 (通常は h5、k5、または m5 ISO フィット)、特定の表面粗さ値、および厳密な円筒度および振れ仕様に合わせて研磨されます。ベアリングジャーナルに隣接するショルダーは、ベアリングの内輪の軸方向の位置を提供します。ショルダーの半径は慎重に制御する必要があります。半径が鋭すぎると応力集中が生じ、疲労亀裂が発生します。半径が大きすぎると、ベアリングの内輪が肩面に完全に着座できなくなります。
キー溝は、トルク伝達のためにギア、プーリー、またはカップリングをシャフトにロックするキーを受け入れるためにシャフトに機械加工された長方形のスロットです。キー溝の幅と深さの公差、シャフト中心線に対する位置、キー溝側面の表面仕上げはすべて、キージョイントの安全性と寿命に影響します。スプライン (基本的にシャフトの周囲に配置された複数のキー溝) は、より高いトルク伝達、自動調心、またはスライド可能な係合が必要な場合に使用されます。インボリュート スプラインは、精密モーター シャフトで最も一般的な形状で、DIN または ANSI 標準の歯形にホブ加工または研削されます。
多くの高精度モーター シャフトには、ナット固定ベアリング、エンコーダーの取り付け、またはファンの取り付け用に、一方または両方の端にネジ部が組み込まれています。ねじの品質、つまりはめあいのクラス、ピッチ精度、ねじの側面の表面仕上げは、達成可能なクランプ力と振動下でのねじの疲労に対する耐性に影響します。重要なモーター シャフトの用途では、転造ねじ (切断ねじではなく) が推奨されます。転造により有益な圧縮残留応力が誘発され、ねじの付け根の疲労寿命が大幅に向上するためです。
精密モーター シャフトの駆動端 (モーター ハウジングから突き出て被駆動負荷に接続する部分) は、通常、互換性を確保するために IEC または NEMA 標準寸法に従って製造されます。直径公差、長さ、キー溝の形状、シャフト端の面取りがすべて標準化されているため、異なるメーカーのモーターシャフトを同じカップリングまたはギアボックスの入力と組み合わせることができます。標準シャフト寸法が被駆動機器の要件と一致しない OEM アプリケーションでは、カスタム モーター シャフト延長も一般的です。
精密モーターシャフトがどのように、そしてなぜ故障するのかを理解することは、故障調査と予防設計の両方にとって不可欠です。使用中のシャフトの故障のほとんどは、少数の繰り返し発生するカテゴリに分類され、それぞれに特定可能な根本原因があり、設計、材料の選択、または製造プロセスの改善によって対処できます。
精密モーターシャフトは、寸法要件、材料仕様、品質慣行を定義するさまざまな業界標準に基づいて設計および製造されています。関連する規格に精通していると、エンジニアがシャフトを正しく指定し、サプライヤーのコンプライアンスを評価するのに役立ちます。
精密モーターシャフトを調達するには、カスタム加工コンポーネントとして、または既存のモーターの交換部品として、アプリケーションの特定の要件に照らしてサプライヤーの能力を評価する必要があります。すべての精密シャフト メーカーが同等であるわけではなく、最も低コストのオプションでも、要求の厳しい用途に必要な寸法の一貫性やトレーサビリティを実現できることはほとんどありません。
潜在的なサプライヤーに、どのような研削装置を使用しているか、指定された公差でのベアリングジャーナル直径に対する実証されたプロセス能力 (Cpk 値) はどのくらいか、研削中に工程内測定を行うのか、それとも完成後の最終検査のみを行うのかを尋ねてください。自動インプロセスゲージとポストプロセス SPC チャート機能を備えた最新の CNC 円筒研削盤を使用しているサプライヤーは、ポストプロセス測定のみを使用した手動砥石送り研削に依存しているサプライヤーよりも、一貫した精度の結果を提供する能力が大幅に向上しています。
サプライヤーが、検査対象の公差に適した測定機器を校正していることを確認します。たとえば、厳しい直径公差にはエア ゲージまたは高分解能ベンチ マイクロメータ、幾何公差やフィーチャー位置には CMM 機能、粗さ測定には表面粗さ計が使用されます。国家標準 (NIST、PTB、NPL) に追跡可能な校正証明書は、ご要望に応じて入手可能です。最初の製品検査または重要な生産バッチの場合は、単純な適合証明書ではなく、実際の測定値を含む全寸法レポートを要求してください。
航空宇宙、医療、および安全性が重要な用途では、すべての高精度モーター シャフトは、化学組成と機械的特性を確認する対応する工場証明書とともに、特定の材料熱またはロット番号まで遡ることができる必要があります。サプライヤーの品質システムが、原材料の受領から最終検査および発送記録に至るまで、このトレーサビリティを確実に把握できるようにします。材料のトレーサビリティにおけるギャップは、サプライヤーの監査でよく見られる発見であり、部品の使用後に発見された場合、コストのかかる検疫ややり直し措置が発生する可能性があります。
サーボドライブ用の高精度モーターシャフトの製造に経験のあるサプライヤーは、それらの用途に必要な振れと表面仕上げの要件を理解しています。大型の産業用モーター シャフトを専門とするサプライヤーは、適切な研削能力を備えているかもしれませんが、サーボ アプリケーションに特有の厳しい公差に関する経験が不足している可能性があります。アプリケーション固有の参考資料をリクエストし、シャフトに必要な材料と熱処理プロセスの経験について尋ね、可能であれば、量産を開始する前に最初の製品検査用のサンプル部品をリクエストしてください。
 2025-09-17
2025-09-17  2025-09-17
2025-09-17 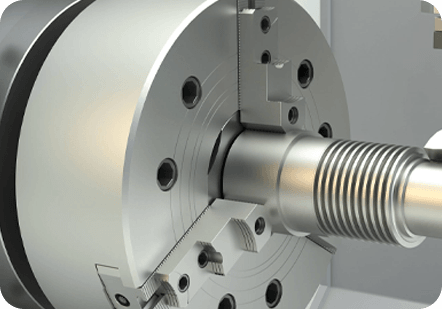 2025-09-17
2025-09-17  Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: 中国常州市新北区渭村春江鎮荘河東路60号
Add: 中国常州市新北区渭村春江鎮荘河東路60号  プライバシー
プライバシー



 +86-13861233850
+86-13861233850 






